


Tán Hàn Lục Giác Thép DIN929 M12
1.946 ₫
| Vật Liệu | Thép |
| Xử Lý Bề Mặt | Nhiệt Luyện (Đen) |
| Chiều Ren | Ren Phải |
| Loại Ren | Thô |
| Hệ Kích Thước | Met |
Mô tả sản phẩm
Phân Tích Chuyên Sâu Kỹ Thuật Tán Hàn Lục Giác Thép DIN929 M12
Mục Lục
- 1. Tán Hàn Lục Giác Thép DIN929 M12 là gì và tầm quan trọng trong kết cấu?
- 2. Bảng dữ liệu thông số kỹ thuật chi tiết của Đai Ốc Hàn Thép M12
- 3. Phân tích vật liệu thép nhiệt luyện và quy cách chuẩn DIN 929
- 4. Giá trị của công nghệ nhiệt luyện đen đối với độ bền và hiệu suất hàn?
- 5. Cơ chế nóng chảy điểm cực bộ và lực bám dính của Tán Hàn M12
- 6. Hệ thống tiêu chuẩn và các dòng đai ốc hàn phổ biến trên thị trường?
- 7. Tổng kết ưu điểm và các điều kiện kỹ thuật khi lắp đặt Tán Hàn M12
- 8. Các giải pháp công nghiệp ứng dụng hiệu quả Tán Hàn Thép M12?
- 9. Đặc tính lý hóa và khả năng chịu nhiệt của dòng thép luyện đen
- 10. Quy trình kỹ thuật hàn điểm giúp tạo liên kết ren siêu cường
- 11. Nhận diện Tán Hàn Thép DIN929 đạt chuẩn chất lượng quốc tế?
- 12. Phân tích giá thành và địa chỉ cung ứng vật tư Mecsu tin cậy?
- 13. Các câu hỏi thường gặp (FAQ) về dòng Tán Hàn Lục Giác Thép DIN929 M12
- 14. Dịch vụ tư vấn giải pháp lắp xiết chuyên sâu tại hệ thống Mecsu
- 15. Thông Tin Bổ Sung và chia sẻ kinh nghiệm ứng dụng thực tế
1. Tán Hàn Lục Giác Thép DIN929 M12 là gì và tầm quan trọng trong kết cấu?
Tán Hàn Lục Giác Thép DIN929 M12 là dòng đai ốc hạng nặng, được thiết kế để liên kết vĩnh cửu vào phôi kim loại thông qua dòng điện cực lớn từ máy hàn điểm. Thay vì phụ thuộc vào lực ma sát thông thường, loại tán này trở thành một phần của tấm kim loại, cho phép chịu được các loại bu lông kích cỡ lớn mà không lo bị tuột hay lỏng mối nối.

Sản phẩm sử dụng đường kính ren M12, được sản xuất dựa trên tiêu chuẩn DIN 929 danh tiếng với 3 mấu hàn nhô cao đặc trưng. Trong quá trình thi công, nhiệt lượng tập trung vào 3 điểm này sẽ làm nóng chảy thép, tạo ra sự hòa nhập vật chất giữa đai ốc và phôi. Với lớp phủ nhiệt luyện đen, sản phẩm mang lại độ cứng ren vượt trội, đáp ứng tốt cho các dây chuyền lắp ráp máy móc hạng nặng và các khung thép chịu lực cao.
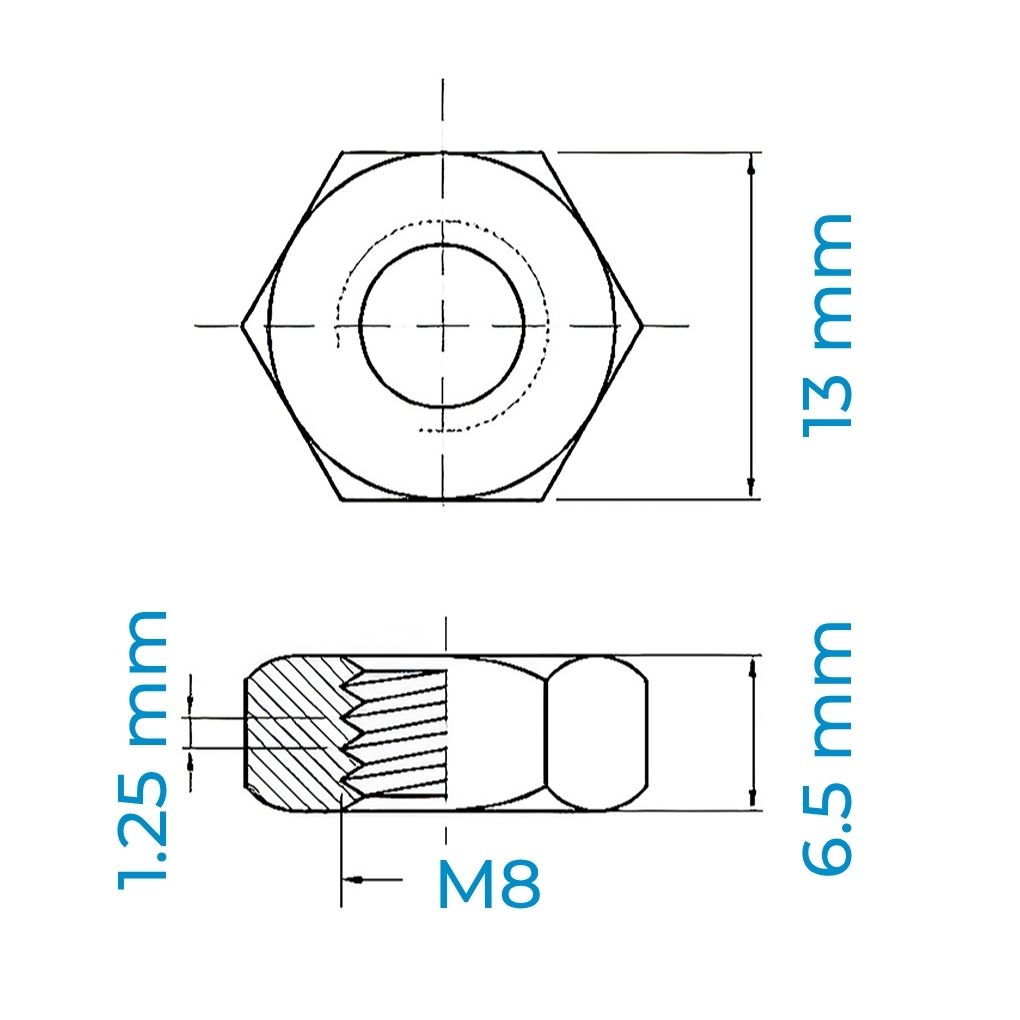
2. Bảng dữ liệu thông số kỹ thuật chi tiết của Đai Ốc Hàn Thép M12
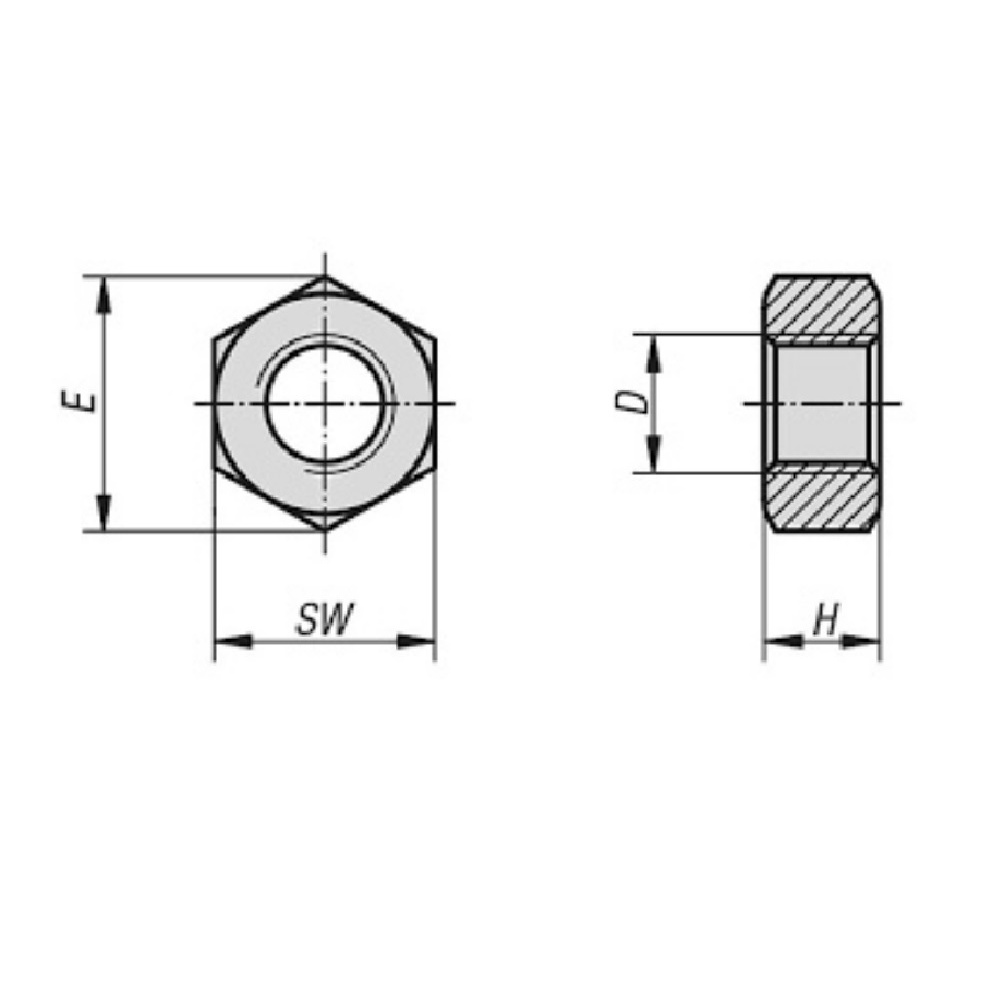
D: Đường kính ren trong danh định (12mm)
S: Kích thước khóa vặn lục giác tương ứng (19mm)
T: Chiều cao hay độ dày của đai ốc (10mm)
| Thông số kỹ thuật sản phẩm | Giá trị định danh |
|---|---|
| Mã đơn hàng tại Mecsu | 0063372 |
| Mã linh kiện sản xuất (MPN) | N08M1201D10 |
| Size Ren (D) | M12 |
| Bước ren (Hệ Met) | 1.75 mm |
| Khóa lục giác (S) | 19 mm |
| Độ dày thân tán (T) | 10 mm |
| Chất liệu cấu thành | Thép (Carbon Steel) |
| Hoàn thiện bề mặt | Nhiệt Luyện (Đen) |
| Hệ quy chuẩn áp dụng | DIN 929 |
| Nguồn gốc hàng hóa | Trung Quốc |
| Đơn giá tham khảo | 1,946 đ / Cái |
3. Phân tích vật liệu thép nhiệt luyện và quy cách chuẩn DIN 929
Tán Hàn M12 được thiết kế để đảm nhận những trọng trách lớn trong các kết cấu thép dày:
- Thép Carbon hàm lượng cao: Đảm bảo độ bền kéo lên đến hàng ngàn Newton, đồng thời giữ được khả năng nóng chảy tốt khi tiếp xúc với điện cực máy hàn.
- Hệ thống 3 chân hàn: Các mấu chân này được tính toán kỹ lưỡng để tạo khoảng hở tối ưu giữa tán và phôi, giúp khí thoát ra nhanh và tránh tình trạng bọt khí trong mối hàn.
- Xử lý nhiệt luyện đen: Quá trình tôi nhiệt trong môi trường kiểm soát giúp bề mặt ren đạt độ cứng lý tưởng, chống biến dạng khi siết bu lông với lực momen xoắn lớn.
Với độ dày lên đến 10mm và bước ren thô 1.75mm, tán hàn M12 là linh kiện không thể thay thế trong các ứng dụng cần sự chắc chắn tuyệt đối của mối ghép ren vĩnh cửu.
4. Giá trị của công nghệ nhiệt luyện đen đối với độ bền và hiệu suất hàn?
Công nghệ Nhiệt luyện đen đóng vai trò then chốt trong chất lượng của tán hàn M12:
- Tối ưu độ cứng ren: Giúp bước ren 1.75mm không bị “cháy” hay mất ren dưới nhiệt độ cao của hồ quang hàn và áp lực siết cực đại sau này.
- Ổn định điện trở: Lớp bề mặt đen hỗ trợ dẫn điện tốt, giúp dòng điện tập trung chính xác vào 3 chân hàn mà không gây tia lửa văng bẩn sang lòng ren.
- Bảo vệ kho bãi: Ngăn chặn sự oxy hóa tự nhiên, giúp tán hàn giữ được chất lượng tốt nhất trong thời gian lưu kho sản xuất.
5. Cơ chế nóng chảy điểm cực bộ và lực bám dính của Tán Hàn M12
Quy trình hình thành liên kết của tán hàn M12 dựa trên nguyên lý ép và nung chảy:
- Tập trung dòng điện cao độ: Khi điện cực máy hàn ép xuống, toàn bộ dòng điện đi qua 3 mấu hàn nhỏ, làm chúng nóng chảy ngay lập tức trong khi thân tán vẫn duy trì nhiệt độ ổn định.
- Liên kết nguyên tử bền vững: Sau khi nguội đi, tán hàn M12 và phôi kim loại trở thành một khối thống nhất, có khả năng chịu lực xé và lực kéo cực tốt.
- Kháng xoay cơ học: Thiết kế lục giác S19 tạo nên một điểm tựa vững chãi trên phôi, ngăn chặn mọi rủi ro tán bị xoay tròn khi thi công bu lông lực lớn.
6. Hệ thống tiêu chuẩn và các dòng đai ốc hàn phổ biến trên thị trường?
Tán hàn được chia thành nhiều loại dựa trên hình khối và đặc tính vật liệu:
Phân loại theo hình dáng hình học:
- DIN 929 (Tán lục giác): Đây là dòng phổ dụng nhất, dễ dàng cấp phôi tự động và có tính thẩm mỹ cao sau khi hàn.
- Tán hàn vuông (DIN 928): Thường có 4 mấu hàn ở các góc, thích hợp cho các phôi có diện tích hàn hẹp nhưng cần độ ngấu sâu.
Phân loại theo lớp bảo vệ và chất liệu:
- Thép nhiệt luyện đen: Phù hợp nhất cho các ứng dụng cơ khí nặng, yêu cầu độ cứng ren cấp bền cao.
- Inox 304/316: Giải pháp cho các môi trường chống ăn mòn hóa học hoặc thiết bị y tế, thực phẩm.
- Thép mạ kẽm: Thường được sử dụng nếu ưu tiên tính thẩm mỹ bề mặt trước khi hàn, tuy nhiên kỹ thuật hàn cần chú ý hơn do lớp kẽm dễ gây tạp chất.
7. Tổng kết ưu điểm và các điều kiện kỹ thuật khi lắp đặt Tán Hàn M12
Việc ứng dụng tán hàn M12 giúp giải quyết bài toán lắp ráp nhanh nhưng cần sự chính xác tuyệt đối:
Thế mạnh vượt trội:
- Đẩy nhanh tiến độ: Không cần tốn thời gian khoan lỗ sâu và tạo ren thủ công trên các tấm thép dày.
- Chịu tải vĩnh viễn: Mối hàn không bao giờ bị nới lỏng theo thời gian, thích hợp cho các thiết bị rung động cao.
- Giảm thiểu sai số: Định vị ren chính xác ngay từ khâu hàn, giúp quá trình lắp ráp sau đó trở nên dễ dàng.
Yêu cầu kỹ thuật quan trọng:
- Áp lực ép và dòng điện: Do kích cỡ M12 rất lớn, máy hàn cần có dòng điện đủ mạnh để làm chảy mấu chân dày 10mm.
- Làm sạch điểm tiếp xúc: Bề mặt thép cần sạch dầu mỡ và rỉ sét để mối hàn đạt độ ngấu 100%.
8. Các giải pháp công nghiệp ứng dụng hiệu quả Tán Hàn Thép M12?
Với kích thước lớn và khả năng chịu tải trọng nặng, Tán Hàn M12 là lựa chọn ưu tiên trong các dự án quy mô:
- Ngành sản xuất xe tải và máy công trình: Lắp ráp các điểm ren trên khung gầm xe, bệ đỡ máy xúc và các chi tiết chịu lực nén cực đại.
- Xây dựng nhà thép tiền chế: Tạo các điểm liên kết ren trên các cột, dầm thép mỏng để lắp đặt hệ thống giá đỡ điện nước hoặc trang trí nội thất.
- Chế tạo máy biến áp và tủ điện hạng nặng: Gắn các điểm ren vĩnh cửu trên vỏ tủ thép dày, đảm bảo an toàn cho các thiết bị điện áp cao bên trong.
- Sản xuất nông cơ: Sử dụng trong khung máy cày, máy gặt đập liên hợp – những thiết bị thường xuyên làm việc trong môi trường rung chấn mạnh.
- Hệ thống băng tải và bồn chứa công nghiệp: Cố định các mối nối khung sườn của dây chuyền sản xuất tự động trong nhà máy.

9. Đặc tính lý hóa và khả năng chịu nhiệt của dòng thép luyện đen
Đai ốc hàn M12 thép nhiệt luyện đen có khả năng chống chọi với các cú sốc nhiệt cực đoan. Trong khi quá trình hàn tạo ra nhiệt độ cục bộ lên tới hàng nghìn độ C, thân tán với độ dày 10mm đóng vai trò như một khối tản nhiệt, giúp bảo vệ cấu trúc ren trong không bị biến đổi lý tính. Khả năng tản nhiệt nhanh sau khi ngắt điện giúp sản phẩm giữ nguyên được bước ren 1.75mm, đảm bảo việc tháo lắp bu lông sau này không gặp bất kỳ trở ngại nào.
10. Quy trình kỹ thuật hàn điểm giúp tạo liên kết ren siêu cường
Để tối ưu hóa độ bền của mối hàn tán M12, thợ kỹ thuật nên thực hiện theo các công đoạn sau:
Các bước thi công cơ bản:
- Vị trí chuẩn xác: Đánh dấu và đặt tán hàn đúng tâm lỗ trên phôi thép đã được mài sạch.
- Thiết lập thông số máy: Điều chỉnh thời gian phóng điện và áp lực ép thủy lực phù hợp với trọng lượng tán M12 (thông số này cao hơn nhiều so với M4 hay M6).
- Thực hiện hàn: Kích hoạt dòng điện để 3 mấu chân chảy đều và lún sâu vào bề mặt phôi.
Kiểm tra và hoàn thiện:
- Vệ sinh ren: Sử dụng chổi đồng hoặc khí nén để làm sạch bụi xỉ nhiệt luyện bên trong lòng ren sau khi hàn xong.

11. Nhận diện Tán Hàn Thép DIN929 đạt chuẩn chất lượng quốc tế?
Để tránh mua phải hàng kém chất lượng làm ảnh hưởng đến công trình, cần lưu ý các điểm sau:
- Độ cân bằng của 3 mấu: Các mấu chân phải có chiều cao bằng nhau tuyệt đối để khi ép điện cực, tán không bị nghiêng gây hỏng mối hàn.
- Chất lượng bề mặt: Lớp đen nhiệt luyện phải mịn, đều màu, không có các vết rỗ khí hay rỉ sét đỏ (red rust).
- Kiểm tra ren tiêu chuẩn: Thử vặn bu lông M12 chuẩn vào tán; bước ren phải mượt, không bị kẹt hay có bavia kim loại bên trong.
12. Phân tích giá thành và địa chỉ cung ứng vật tư Mecsu tin cậy?
a. Đơn giá niêm yết: 1,946 đ / Cái (Giá đã bao gồm VAT)
Tại Mecsu, chúng tôi cam kết mang lại mức giá hợp lý nhất cho dòng tán hàn M12 chất lượng cao. Với những đối tác cần số lượng lớn cho dự án hoặc nhà máy sản xuất, Mecsu luôn sẵn sàng áp dụng các chính sách chiết khấu linh hoạt, đảm bảo hiệu quả kinh tế cho khách hàng.
b. Hệ sinh thái cung ứng Mecsu – Đối tác chiến lược của bạn
- Giao hàng Nhanh Chóng: Hệ thống kho bãi rộng khắp giúp xử lý đơn hàng thần tốc, đáp ứng mọi tiến độ thi công.
- Cam kết Đúng Chất Lượng: Sản phẩm đạt chuẩn DIN 929, thép nhiệt luyện đúng mác thép kỹ thuật.
- Dịch vụ Đủ & Kịp Thời: Luôn duy trì tồn kho ổn định cho các size từ nhỏ đến lớn, không lo đứt gãy nguồn cung.
ĐẶT MUA TÁN HÀN LỤC GIÁC TẠI ĐÂY
13. Các câu hỏi thường gặp (FAQ) về dòng Tán Hàn Lục Giác Thép DIN929 M12
a. Với size lớn như M12, tôi có cần máy hàn công suất bao nhiêu?
Tán M12 có tiết diện mấu hàn lớn, do đó bạn cần máy hàn điểm hoặc hàn điện trở có công suất KVA cao hơn các size nhỏ. Cần điều chỉnh lực ép lớn để đảm bảo 3 mấu chân lún hoàn toàn vào phôi khi kim loại nóng chảy.
b. Tán hàn M12 thép đen có bị gỉ sét nhanh khi để ngoài trời không?
Lớp nhiệt luyện đen chủ yếu giúp bảo vệ ren và hỗ trợ hàn. Sau khi hoàn tất công đoạn hàn vào khung máy, bạn cần tiến hành sơn phủ hoặc mạ kẽm toàn bộ chi tiết để bảo vệ mối hàn và tán khỏi sự ăn mòn của môi trường.
c. Tôi có thể hàn tán M12 lên tấm tôn mỏng dưới 1mm không?
Không nên. Với size M12 và độ dày tán 10mm, nhiệt lượng cần thiết để hàn sẽ rất lớn, dễ làm thủng hoặc biến dạng nghiêm trọng tấm tôn mỏng. Thông thường, tán M12 được khuyến khích hàn trên phôi thép có độ dày từ 2.5mm trở lên.
d. Tại sao nên chọn tán hàn thay vì tán rút (rivet nut) cho size M12?
Tán rút có giới hạn chịu lực kéo dọc trục thấp hơn. Với các ứng dụng yêu cầu lực siết lớn của bu lông M12, tán hàn mang lại sự an toàn tuyệt đối vì nó trở thành một khối đồng nhất với phôi, không có rủi ro bị “xoay” hoặc tuột ra khi quá tải.
e. Làm sao để xỉ hàn không bám vào ren M12 trong khi hàn?
Bạn có thể bôi một ít mỡ chuyên dụng hoặc sử dụng các loại nút đậy chịu nhiệt vào lòng ren trước khi hàn. Sau khi hàn xong, dùng vòi xịt khí nén vệ sinh lại là lòng ren sẽ sạch sẽ hoàn toàn.
14. Dịch vụ tư vấn giải pháp lắp xiết chuyên sâu tại hệ thống Mecsu
Mecsu không chỉ đơn thuần là đơn vị bán vật tư, chúng tôi tự hào là người đồng hành kỹ thuật của bạn. Nếu bạn đang phân vân về thông số dòng điện hàn cho size M12 hay cần giải pháp cho các bản vẽ kỹ thuật phức tạp, đội ngũ chuyên gia của Mecsu luôn sẵn sàng hỗ trợ 24/7 để mang lại phương án tối ưu nhất.

Địa chỉ kho xưởng: B28/I – B29/I Đường số 2B, KCN Vĩnh Lộc, P. Bình Hưng Hòa B, Q. Bình Tân, TP.HCM
Đường dây nóng: 1800 8137
Hỗ trợ qua Email: [email protected]
Trang chủ chính thức: mecsu.vn
15. Thông Tin Bổ Sung và chia sẻ kinh nghiệm ứng dụng thực tế
a. Câu chuyện từ nhà xưởng: Bài học về độ ngấu mối hàn
Một đối tác sản xuất thùng xe tải nặng từng gặp sự cố các đai ốc bị bung sau khi xe vận hành trên đường xấu. Nguyên nhân là do sử dụng máy hàn công suất thấp cho size M12 khiến mối hàn không đủ độ ngấu sâu. Sau khi chuyển sang sử dụng Tán Hàn Thép DIN929 M12 của Mecsu và hiệu chỉnh lại áp lực máy hàn, vấn đề đã được giải quyết triệt để, đảm bảo an toàn tuyệt đối cho phương tiện.
b. Lời khuyên từ kỹ sư trưởng Mecsu
“Với tán hàn M12, hãy chú trọng vào thời gian giữ (holding time) sau khi ngắt dòng điện. Việc giữ áp lực ép thêm một vài giây sau khi hàn sẽ giúp kim loại kết tinh tốt nhất, tạo ra mối nối siêu cường.” — Kỹ sư giải pháp tại Mecsu.
c. Danh mục tài liệu tham khảo
Bài viết được tổng hợp và đối chiếu dựa trên các tiêu chuẩn kỹ thuật:
- Tiêu chuẩn DIN 929 quốc tế cho Hexagon Weld Nuts.
- Mác thép Carbon theo quy chuẩn ISO 898-2 dành cho linh kiện lắp xiết.
- Dữ liệu kiểm tra lực kéo thực tế từ các dự án cầu đường và khung vỏ ô tô đối tác của Mecsu.
Biên soạn nội dung: Đội ngũ Kỹ sư Mecsu
Chúng tôi luôn nỗ lực mang đến những thông tin minh bạch và sản phẩm chất lượng để cùng khách hàng kiến tạo những giá trị bền vững.
(Khám phá thêm về năng lực cung ứng vật tư của chúng tôi tại Website Mecsu)
Lưu ý quan trọng: Hình ảnh sản phẩm mang tính chất minh họa kỹ thuật. Tùy thuộc vào từng lô hàng, độ bóng hoặc sắc độ đen của lớp nhiệt luyện có thể có sự khác biệt nhỏ nhưng các thông số kích thước và tính năng cơ lý luôn cam kết đạt chuẩn DIN 929.
| Vật Liệu | Thép |
|---|---|
| Xử Lý Bề Mặt | Nhiệt Luyện (Đen) |
| Chiều Ren | Ren Phải |
| Loại Ren | Thô |
| Hệ Kích Thước | Met |
| Thông số kỹ thuật sản phẩm | Giá trị định danh |
| Mã đơn hàng tại Mecsu | 0063372 |
| Mã linh kiện sản xuất (MPN) | N08M1201D10 |
| Size Ren (D) | M12 |
| Bước ren (Hệ Met) | 1.75 mm |
| Khóa lục giác (S) | 19 mm |
| Độ dày thân tán (T) | 10 mm |
| Chất liệu cấu thành | Thép (Carbon Steel) |
| Hoàn thiện bề mặt | Nhiệt Luyện (Đen) |
| Hệ quy chuẩn áp dụng | DIN 929 |
| Nguồn gốc hàng hóa | Trung Quốc |
| Đơn giá tham khảo | 1,946 đ / Cái |
Hãy là người đầu tiên nhận xét “Tán Hàn Lục Giác Thép DIN929 M12”
Sản phẩm tương tự










Đánh giá
Chưa có đánh giá nào.